Wilson Benesch has one focus and one direction, high performance audio design. Today, Wilson Benesch is a highly developed, small volume, high performance manufacturing company. This capability provides significant benefits, not least of which is the capacity for evolutionary design and refinement of all our components with all but a few exceptions. Our steadfast commitment to re-investment continues today. Building upon our success and adding to the considerable design and manufacturing plant that is fully integrated into the research and development objectives of the future. Contained under one roof, lies the capacity to design and manufacture to the most exacting tolerances in a broad range of metals and advanced aerospace materials. It is a capability that is unique in the world of audio design. It is the foundation for even greater achievements in the future.
When the company was founded in 1989 no machining technology existed within the business. The first product line consisted of the Wilson Benesch Turntable, A.C.T. One Tonearm and the A.C.T. One Loudspeaker. The were numerous significant introductions within these products both in terms of the material science used to manufacture key structural components, but also within the forms and geometry of the product designs. Significantly, none of the components were manufactured in house by Wilson Benesch, Wilson Benesch was entirely reliant on original equipment manufacturer (OEM) suppliers.
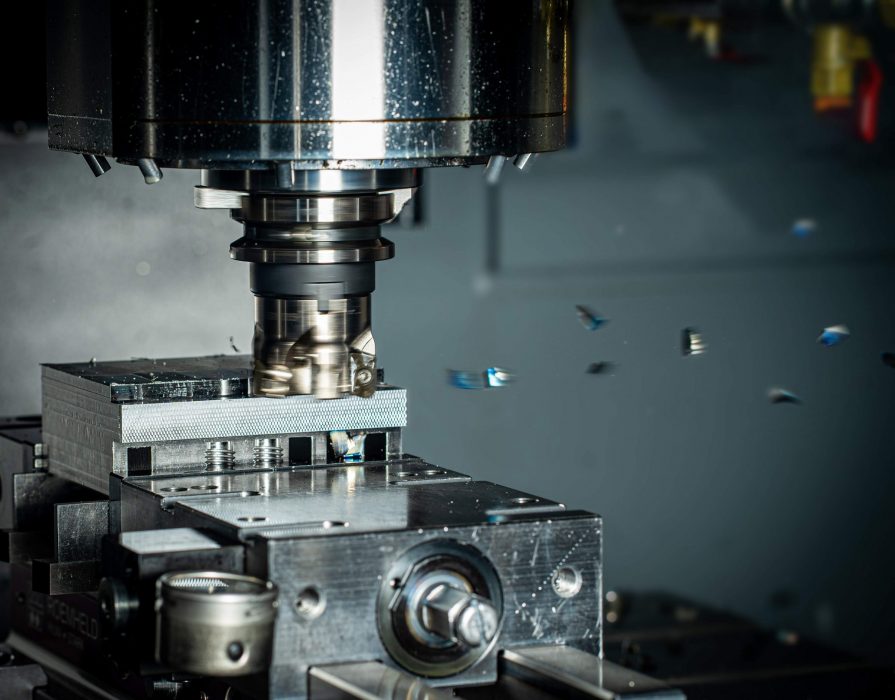
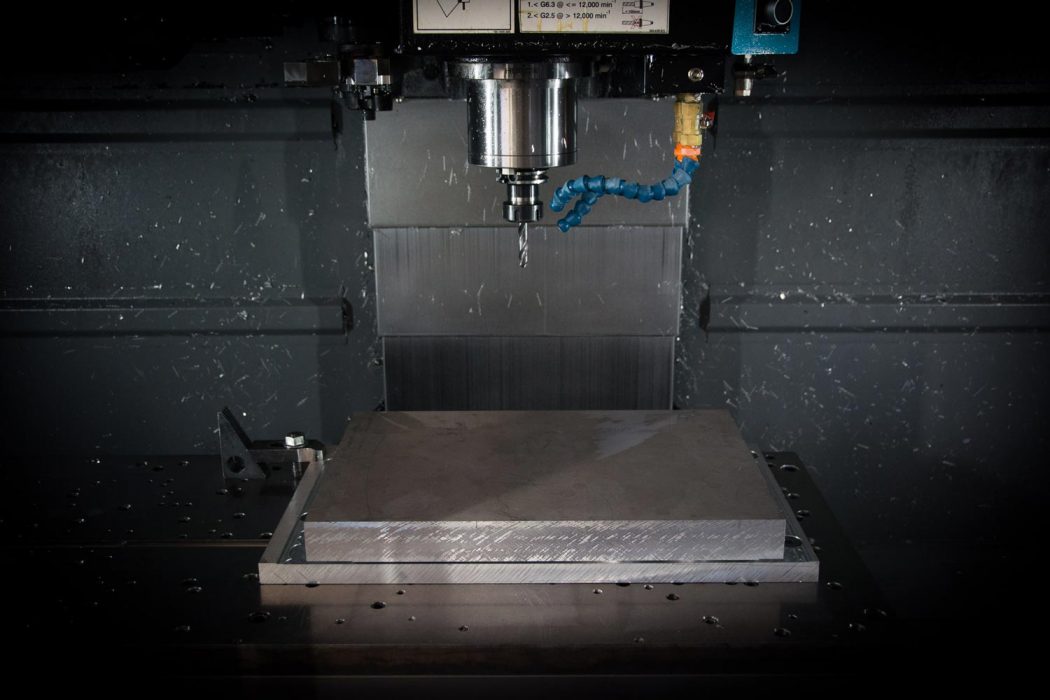
In 1995 Wilson Benesch, still a small start up business, but now benefitting from the profits earned from multiple product awards and the commercial success of its first two introductions to the industry, committed some of these profits to a major investment in plant and machinery. In 1993 the company had taken a small 700 Square foot corner of an old Art Deco styled building – Falcon House – the former headquarters of Batchelor’s Foods. In 1995 the company invested heavily in new machinery, bringing in millturn and lathe CNCs plus a highly trained CNC engineer. In the process, the plant footprint grew to 3,500 square feet. This investment allowed Wilson Benesch to meet the increasing demand for its products, but it also allowed the company to create existing and future product components to extremely high tolerances and with high quality repeatedly.
The foundation for the growth of Wilson Benesch was now firmly established, as was the reciprocal relationship between design and development existing in one hand and manufacturing and production which existed in the other. This philosophy remains central to the business to this day, just as Falcon House remains the company headquarters. Today Wilson Benesch owns all 7,000 square feet of Falcon House and in 2020, the company added an additional 4,800 square feet to create a single plant totalling 11,800 square feet that can meet with growing demand for its specialist high end audio products.
“this allowed the company to create existing and future product components to extremely high tolerances and with high quality repeatedly.”
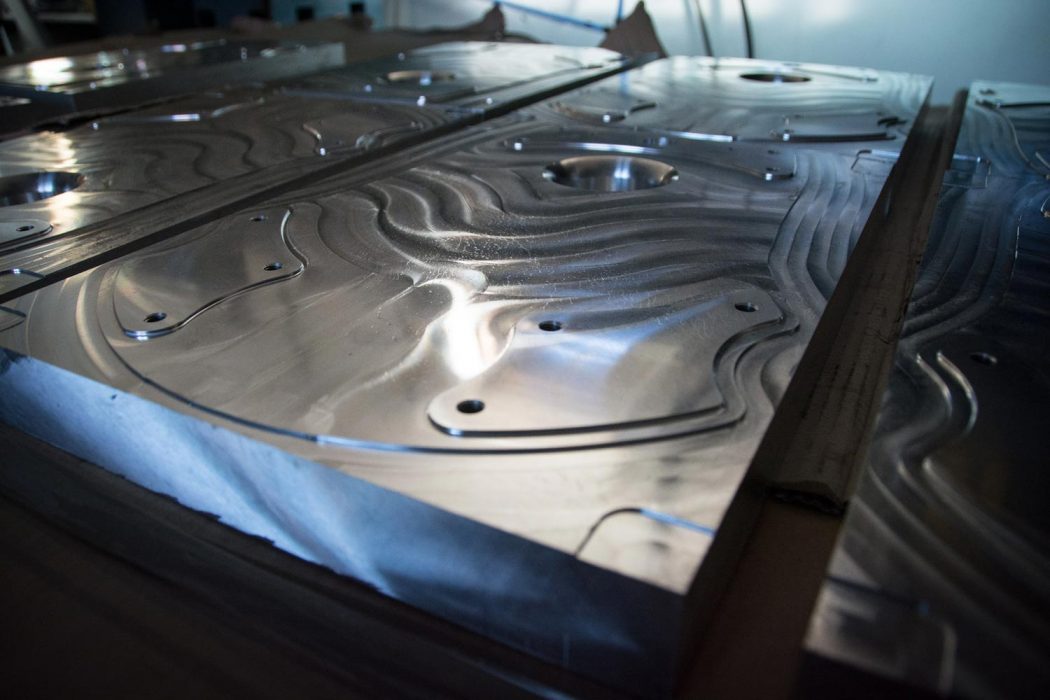
At Wilson Benesch every product takes its starting point from raw materials. The starting point for aluminium and steel components is billets of raw material and for carbon and bio composites, is resin and dry fabric. The scale and breadth of manufacturing control and expertise are unique in the audio industry.
Wilson Benesch’s advanced machine fleet creates 150+ individual components. As an example, in an A.C.T. 3zero there are 12 unique machined components, excluding those in the drive unit and tweeters. Each component has to be machined to exact tolerances by highly trained engineers. This is precision, State-of-the-Art manufacturing and it underpins every Wilson Benesch product right through the Precision Series and into the reference Fibonacci Series.
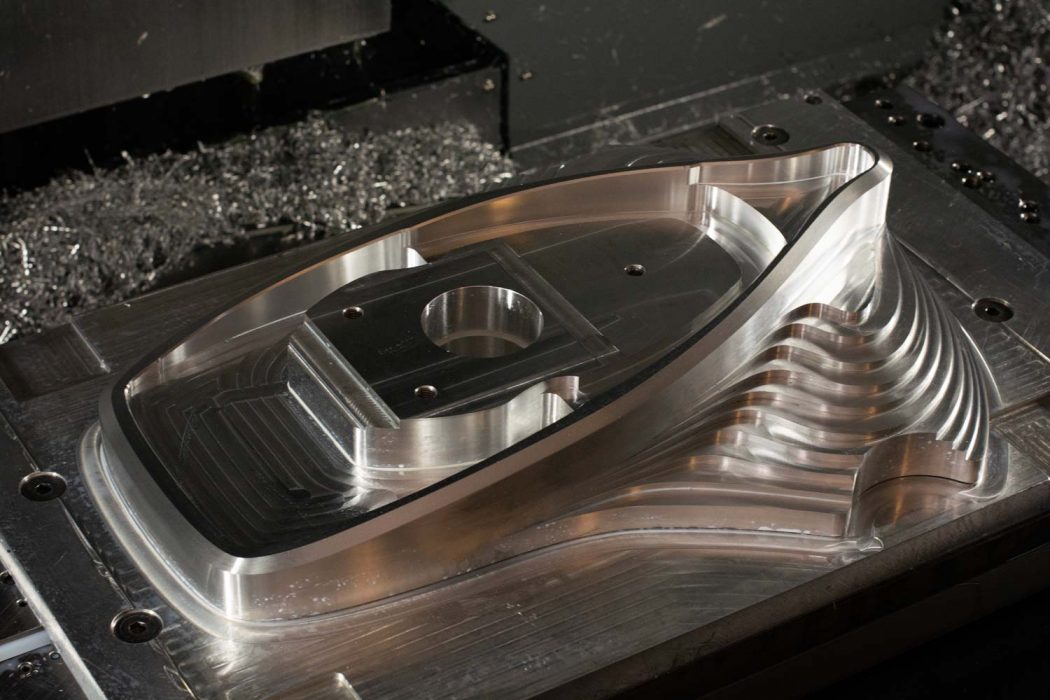
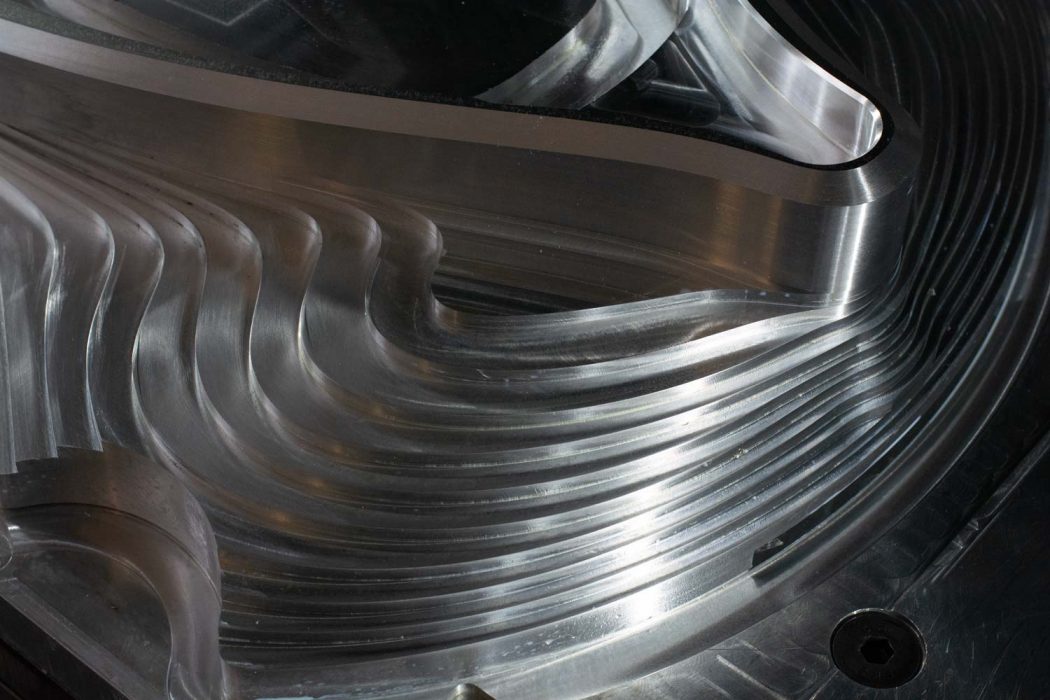
The attention to detail is fastidious, just as the tolerances are tight. The smallest components that Wilson Benesch creates are the termination plugs on the Tactic 3.0 Drive unit, and some of the more elegant and complex in terms of geometry and form are the components in the new GMT Tonearms that will be released in 2023. Whilst at the other end of the scale the Eminence foot is the largest component that Wilson Benesch currently produces. The foot is machined from a 120kg slab of aluminium alloy. Machining the elegant terraced forms of one Eminence foot requires almost six hours of continuous machining. Hundreds of thousands of lines of G-Code within the CNC subtractively reduce the 120kg slab of aluminium to the complex geometry and subtle curves of a 30kg loudspeaker foot.
Every single Wilson Benesch product is built to order in a just-in-time manufacturing system. A Wilson Benesch product is a genuine example of a bespoke, high performance system. British engineered product that is built for you.